










Weld on Conveyor Drum Roller Rubber Pulley

![[pics:title]](/static/upload/image/20220303/1646279899535326.jpg)
![[pics:title]](/static/upload/image/20220303/1646279899663430.jpg)
![[pics:title]](/static/upload/image/20220303/1646279899301719.jpg)
![[pics:title]](/static/upload/image/20220303/1646279899927514.jpg)
![[pics:title]](/static/upload/image/20220303/1646279899259943.jpg)
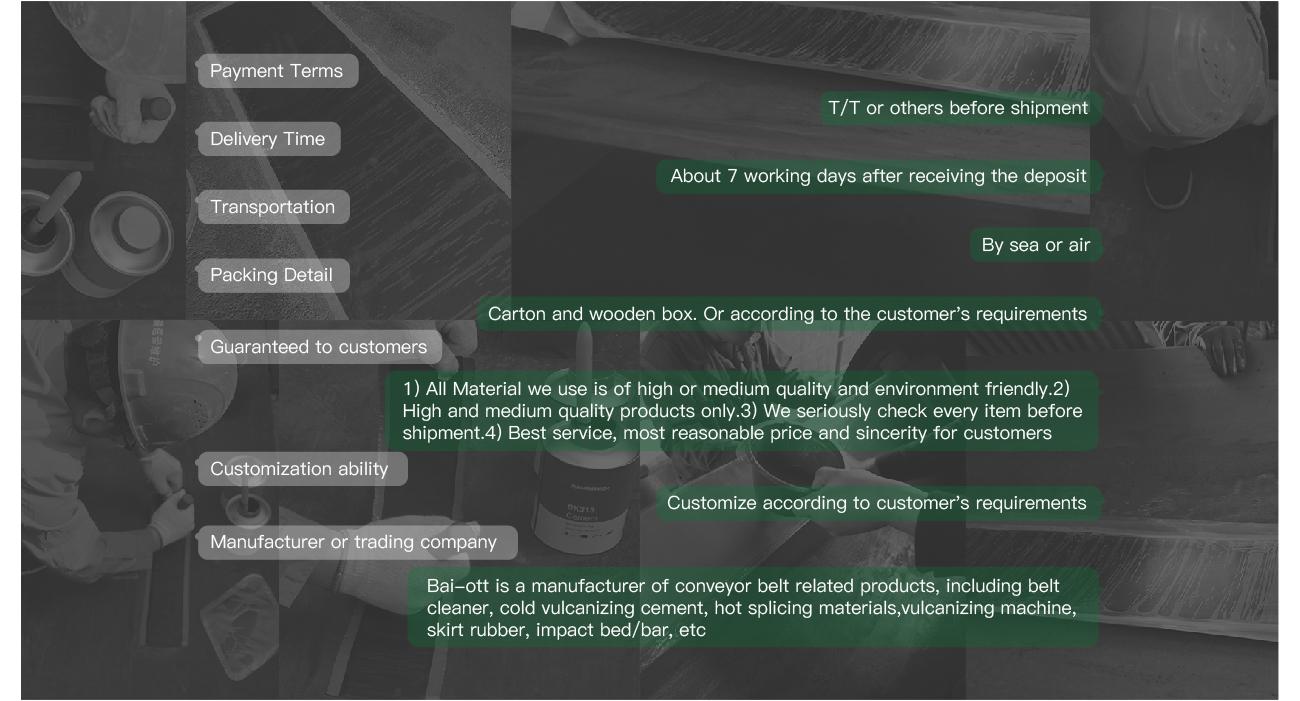
Brand: BAI-OTT or OEM
Thickness: 12mm,15mm,20mm or Custom
Feature: Wear-Resistant and quick
Installation: Head Drum and Tail Drum
CN Bonding: Available
Material: Steel+Rubber
Sample: Provide
Product Inspection:Available
MOQ: 1 Square Meter
Lead time:Ready to ship in stock
View more Pulley Lagging Sheet from BAI-OTT
Description
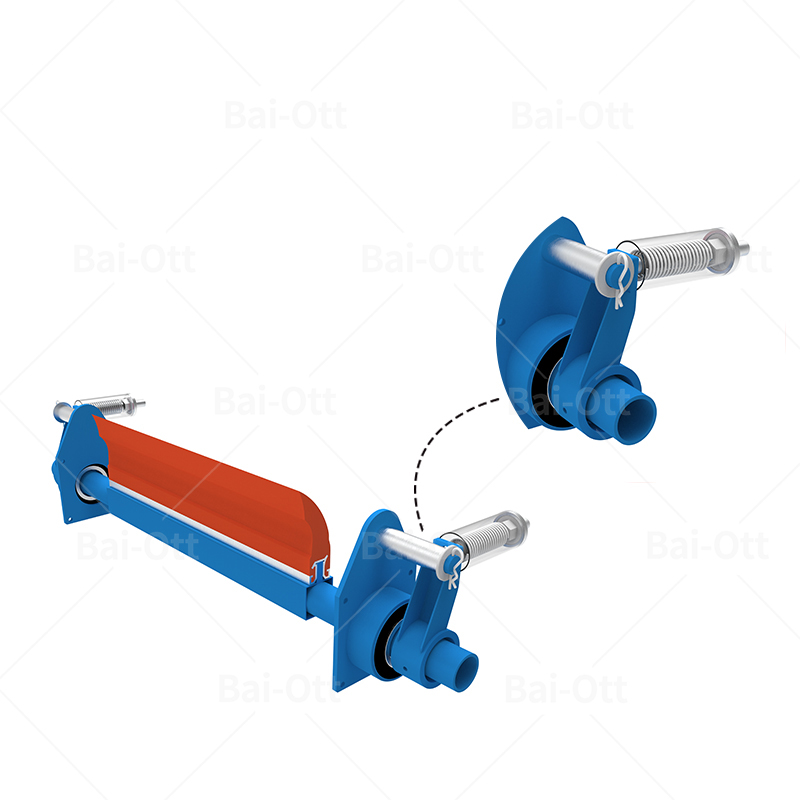
Weld on Conveyor Drum Roller Rubber Pulley
Rubber raw materials with high elasticity and high wear resistance are used to prolong the service life of the drum; The unique diamond groove and z-groove improve the friction of the foot surface and assist the belt operation with greater traction. The slide pulley lagging is composed of slide shell rubber cover and retainers. During installation, the retainer is welded on the drum and pressed against the slide shell rubber cover.The slide shell rubber cover is made of wear-resistant rubber layer and metal layer by thermal vulcanization, with thickness of 12mm, 15mm and 20mm.
Slide Pulley Lagging is a patented product of ZHENGZHOU BAI-OTT New Material CO., LTD. The product technology is introduced from the United States. It has obtained the national patent, by a long-term practice, research, and continuous improvement of the company's technicians. At present, the products have been widely used in many large coal mines, steel mills, cement plants, and grain storage plants in China, which solves the problems of power roller slip of enterprise mechanical equipment, hard and brittle rubber surface, easy inclusion, frequent wear, and difficult repair.
| Order No. | Product Name | Dimension(mm) |
| 3731250 | Weld on Pulley Lagging Sheet | 12*500*10000 |
| 3731550 | Weld on Pulley Lagging Sheet | 15*500*10000 |
| 3732050 | Weld on Pulley Lagging Sheet | 20*500*10000 |
Advantage
Wear resistance: It is made of high elasticity and high wear-resistant rubber raw materials.
Friction: Diamond groove and z-groove assist the belt to operate, and the friction and traction force are doubled.
Heat dissipation: The groove and the gap between the insert plates can play a good effect on heat dissipation and reduce the degree of friction heat.
Adaptability: Meet the needs of cold resistance ,high temperature resistance, anti-static, anti flame retardant, non-toxic and other index requirements.
Customized: Customized according to the drum size of different specifications and models to meet the needs of each diameter and length of drum.
Low cost: reduce downtime, improve efficiency and reduce use cost.
Easy installation: special strip welding, safe and stable, easy to operate.
Fast maintenance: the drum does not need to be disassembled, installed on site and replaced at any time.
Long service life: high-quality rubber raw materials, wear-resistant and antistatic, and longer service life.
Specifications
Product Structure
1. Rubber surface: high elastic and wear-resistant rubber raw materials are used to prolong the service life of the drum; The unique diamond groove and z-groove improve the friction of the rubber surface and assist the belt operation with greater traction.
2. Steel lining : according to the diameter and size of different rollers, press the radian when leaving the factory to ensure the perfect fit between the steel plate and the roller.
3. Bonding: the rubber plate and steel plate are bonded by high-pressure vulcanization process to ensure the stability of their bonding and avoid glue opening.
4. Retainers: the batten of the guide rail is welded on the drum to ensure that the rubber plate is firmly fixed on the drum surface and assist the drum operation.
Product Specification
1. The base of standard specification rubber plate is 2-2.5mm thick cold-rolled steel plate, the thickness of rubber surface is 13mm, and the total thickness is 15mm
2. The hardness of the rubber surface is 65 ° ± 5, and the surface is covered with diamond grain and z-groove.
3. The special guide rail strip is cold-rolled steel plate, with a width of 20mm and a thickness of 2-2.5mm
4. The standard width of rubber plate is 138mm, and the length can be cut and pressed according to the actual size.
5. Specification type: A1 export type, A2 flame retardant type, A3 wear-resistant type.
Conveyor Pulley Installation Procedure
Step 1:
Clean and polish the rust and protrusions on pulley surface.
Step 2:
Put a double sides retainer strip across pulley face and parallel to the shaft,then clamp strip in place.
Step 3:
Plug weld after keep strip flat and parallel.
Step 4:
Position rubber board under lip and flush against retainer strip.Keep the strip parallel to board and clamp it by lock wrench.
Step 5:
Put another strip and keep 0.8mm distance between board and strip then fix it on pulley by lock wrench.
Step 6:
Clamp in place and plug weld through 3 holes as above picture shown after confirm aligning and then weld through alternate holes from center out.
Repeat sequence until all except the last board is in place.
Step 7:
According to the pulley diameter, installation will be finished if without residual rubber boards.
Step 8:
Measure the residual distance and clip the last board into suitable dimension by cutter and nicking tool.Use strip to fix both sides of the last board is okay.
Step 9:
Note: Cut the rubber back steel board by cutter and polish machine and then cut rubber by nicking tool to prevent rubber damage caused by overheated cutter.
Step 10:
After finish the installation please make rust prevention in welding area.
